

TheSkupina válceje základní součástí pásového dopravníku, zodpovědný za podporu dopravního pásu a snížení odolnosti proti běhu. Jeho kvalita montáže přímo ovlivňuje stabilitu, životnost a provozní hluk dopravníku. Následující podrobnosti podrobně popisují klíčové body sestavy skupiny válcových skupin ze čtyř dimenzí: příprava před sestavou, proces sestavení jádra, aby se zajistil standardizovaný a efektivní proces sestavení.
1. Příprava předběžného sestavení: Položte základ a vyhýbejte se rizikům
Před sestavením se tři základní úkoly - „Inspekce materiálu, příprava nástroje a čištění prostředí“ - musí být dokončeny, aby se zabránilo přepracování nebo rizikům kvality způsobené předběžnými opomenutími.
1.1 Počítání materiálu a kontrola kvality
● Zkontrolujte jádrové komponenty skupiny válečky jedna po druhé: válečky (včetně těl válců, ložisek, ložisek a olejových těsnění), držáky, hřídele, upevňovacích prvků (šrouby, ořechy, podložky) atd. Zajistěte, aby množství odpovídalo kresbám, bez chybějících nebo nesprávných částí.
● Screening kvality klíčových komponent:
◆ Tělo válce: žádné hrboly, deformace nebo rez na povrchu; Jednotná tloušťka stěny (k dispozici je kontrola bodové kontroly s třmenem); Ložiskové pouzdra na obou koncích jsou pevně svařovány (žádné falešné svařování nebo praskliny).
◆ Ložiska: Flexibilní rotace bez rušení nebo abnormálního šumu; neporušené těsnění (aby se zabránilo vstupu prachu a oleje); Modely odpovídají kresbám (např. Deep Groove Colle ložiska 6204, 6205).
◆ Závody: Materiál splňuje požadavky (většinou ocel Q235); Žádné otřepy ani deformace na svařovacích kloubech; Přesná poloha montážních otvorů (průměr otvoru odpovídá šroubům s chybou ≤ 0,5 mm).
1.2 Příprava nástroje a pomocného materiálu
● Základní nástroje: Momentový klíč (kritický pro zajištění zajištění točivého momentu šroubu splňuje standardy), nastavitelný klíč, klíč hexagonu, třmen (pro měření rozměrů), měřidlo pocitu (pro měření mezer), gumové kladivo (aby se zabránilo poškození součástí z tvrdého klepání), ložiskové nástroje (např., Slamování, přímé klepání je pro provizi).
● Pomocné materiály: Mazivo (odpovídající ložisky, jako je mazivo č. 2 na bázi lithia, používané pro mazání ložiska), inhibitor rzi (po montáži postříká na svařovací klouby držáků), čisticí látka (pro otřesení olejových sklouzů a prachu na komponenty).
1.3 Požadavky na montáž
● Místo by mělo být ploché a suché a zabránilo vlhkému prostředí (aby se zabránilo rezavě komponenty) a zaprášenému prostředí (aby se zabránilo vstupu do ložisek).
● Položte ochranné polštářky (např. Gumové polštářky, dřevěné desky), abyste zabránili poškrábání na těle válce způsobené přímým kontaktem se zemí.
2. Proces montáže jádra: PRECTE SPECTIONS a zajistit přesnost
ShromážděníSkupina válceMěl by sledovat sekvenci „Nejprve sestavit válečkovou jednotku → Poté sestavte držák → konečně opravit a ověřit“. Přesnost musí být ovládána v každém kroku, aby se zabránilo nesprávně vyrovnání součástí.
Krok 1: Sestava horské jednotky (jádro jádra)
Jednotka válce je „prováděcí jednotkou“ skupiny váleček, složená z tělesa, ložisek, hřídele a olejového těsnění. Během montáže se zaměřte na zajištění „flexibilních ložisek a spolehlivého těsnění“.
1.1 Shromáždění ložisek a ložisek
Nejprve naneste na vnitřní stěnu pouzdra ložiska malé množství maziva (je dostatečná tenká vrstva zakrývající vnitřní stěnu; nadměrný tuk může způsobit zahřátí ložiska).
● Pomocí stisknutí tlačíte ložisko do pouzdra ložiska (bod aplikace síly je na vnějším kroužku ložiska; stisknutí vnitřního kroužku je zakázáno). Ujistěte se, že mezi ložiskem a pouzdrem ložiska nedochází k mezeře (je k dispozici kontrola s měřicí celá, s mezerou ≤ 0,05 mm).
● Nainstalujte olejové těsnění: Vložte olejové těsnění (většinou dvojité olejové těsnění) do drážky pouzdra ložiska. Ujistěte se, že olejové těsnění je pevně připojeno k vnějšímu kroužku ložiska bez odchylky (aby se zabránilo úniku tuku nebo vstupu prachu během provozu).
1.2 Sestava hřídele a válcového těla
● Procházejte hřídelí (s hladkým povrchem a bez otřepů) skrz ložiskový vnitřní kroužek na jednom konci tělesa válce a jemně ji zatlačte na ložiskový vnitřní kroužek na druhém konci. Ujistěte se, že hřídel je plně připojen k vnitřním kroužku ložiska (bez uvolnění).
● Test rotace tělesa válce: ručně otáčejte tělem válce; Měl by se flexibilně otáčet bez zaseknutí nebo neobvyklého šumu a setrvačnost rotace by měla být jednotná (bez „koktajícího pocitu“). Pokud dojde k rušení, demontujte a zkontrolujte, zda je ložisko nainstalováno opačně nebo zda existují nečistoty.
Krok 2: Sestavení horské jednotky a držáku
Hlavní část je „podpůrný rámec“ skupiny válečků. Je nutné zajistit přesnou polohu válečné jednotky na držáku, aby se zabránilo odchylce dopravního pásu.
2.1 Umístění válcové jednotky
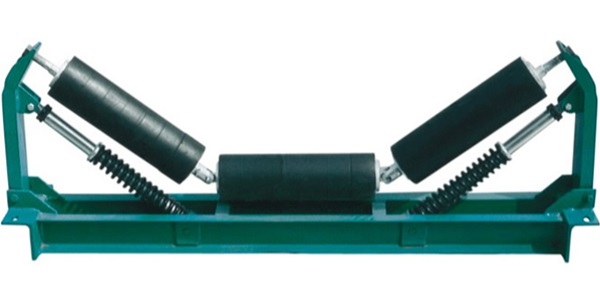
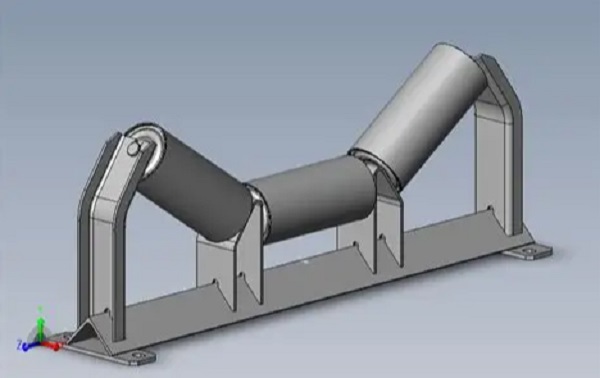
● Podle požadavků výkresů umístěte sestavené válcové jednotky (skupina jediných válečků obvykle obsahuje 2-5 válečkové jednotky; například „paralelní válečková skupina“ obsahuje 3 jednotky a „koryto válečkové skupiny“ obsahuje 2 boční válce + 1 střední válce) do montážních drážky.
● Zvláštní pozornost by měla být věnována skupině válců koryta: Úhel mezi bočními válci a středním válcem (obvykle 30 °, 35 °, 45 °, podle požadavků na kreslení) by měl být měřen s úhlovým pravítkem, s chybou ≤ 1 ° (úhel odchylky způsobí nerovnoměrnou sílu na dopravním pásu, což je snadno vedoucí k odchylce).
2.2 Fixace šroubů
● Procházejte šrouby montážními otvory držáku a pouličními otvory ložiska válcové jednotky, položte na podložky (plochá podložka + pružina, aby se zabránilo uvolnění), a nejprve ručně utáhněte matice.
● Pomocí točivého momentu pomocí momentu utáhněte šrouby podle točivého momentu určeného ve výkresech (např. Točivý moment pro šrouby M10 je obvykle 25-30N · m a pro šrouby M8 je 15-20N · m). Nadměrný točivý moment (který může způsobit zlomení šroubů) nebo nedostatečný točivý moment (který může způsobit uvolnění během provozu) je zakázán.
● Utahovací sekvence: Symetricky utáhněte (např. 4 šrouby by měly být utaženy v „diagonální sekvenci“, aby se zabránilo deformaci držáku).
Krok 3: Celkové ověření a nastavení
Po sestavení provedete celkovou inspekci k včasnému korekci odchylek:
● Pomocí úrovně detekujte spodní povrch držáku: ujistěte se, že držák je vodorovná (vodorovná odchylka ≤ 0,5 mm/m). Pokud je nakloněn, upravte těsnění (umístěte těsnění na dno držáku; nucené ohýbání držáku je zakázáno).
● Zkontrolujte paralelismus válečných jednotek: boční válečky korytaSkupina válceMěl by být symetricky distribuován na obou stranách středního válce, s chybou paralelismu ≤ 0,3 mm/m (detekce metody lana: Vytáhněte přímku na obou koncích válců a změřte rozdíl mezi válci a přímkou).
● Otočte všechny válce znovu: Zajistěte, aby se všechny válečky otočily pružně bez „individuálního rušení“. Pokud dojde k zaseknutí, demontujte a zkontrolujte sestavu ložisek nebo hřídelí.









